 EN
EN

— 產(chǎn)品中心 —
 全國(guó)服務(wù)電話 075528990558
全國(guó)服務(wù)電話 075528990558 地址:深圳市龍崗區(qū)南聯(lián)向銀路71號(hào)匯川科技園華鵬艾偉大廈A棟
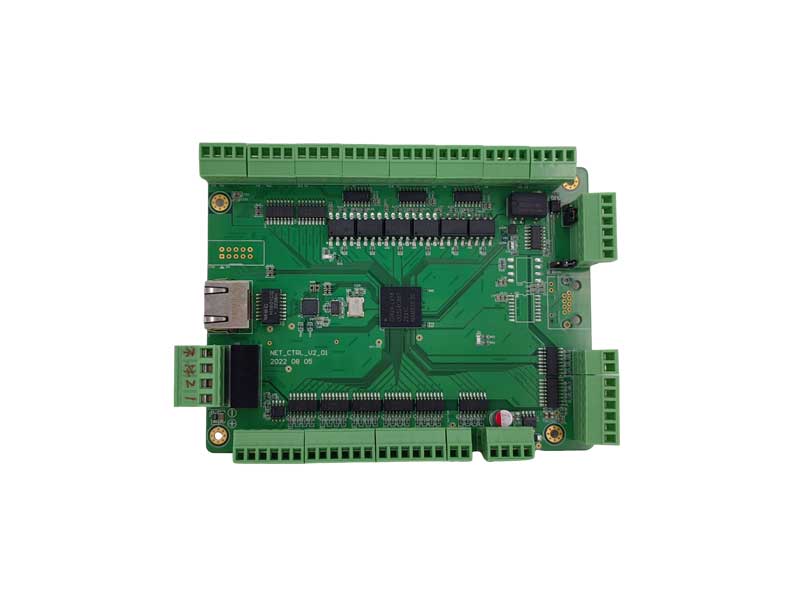
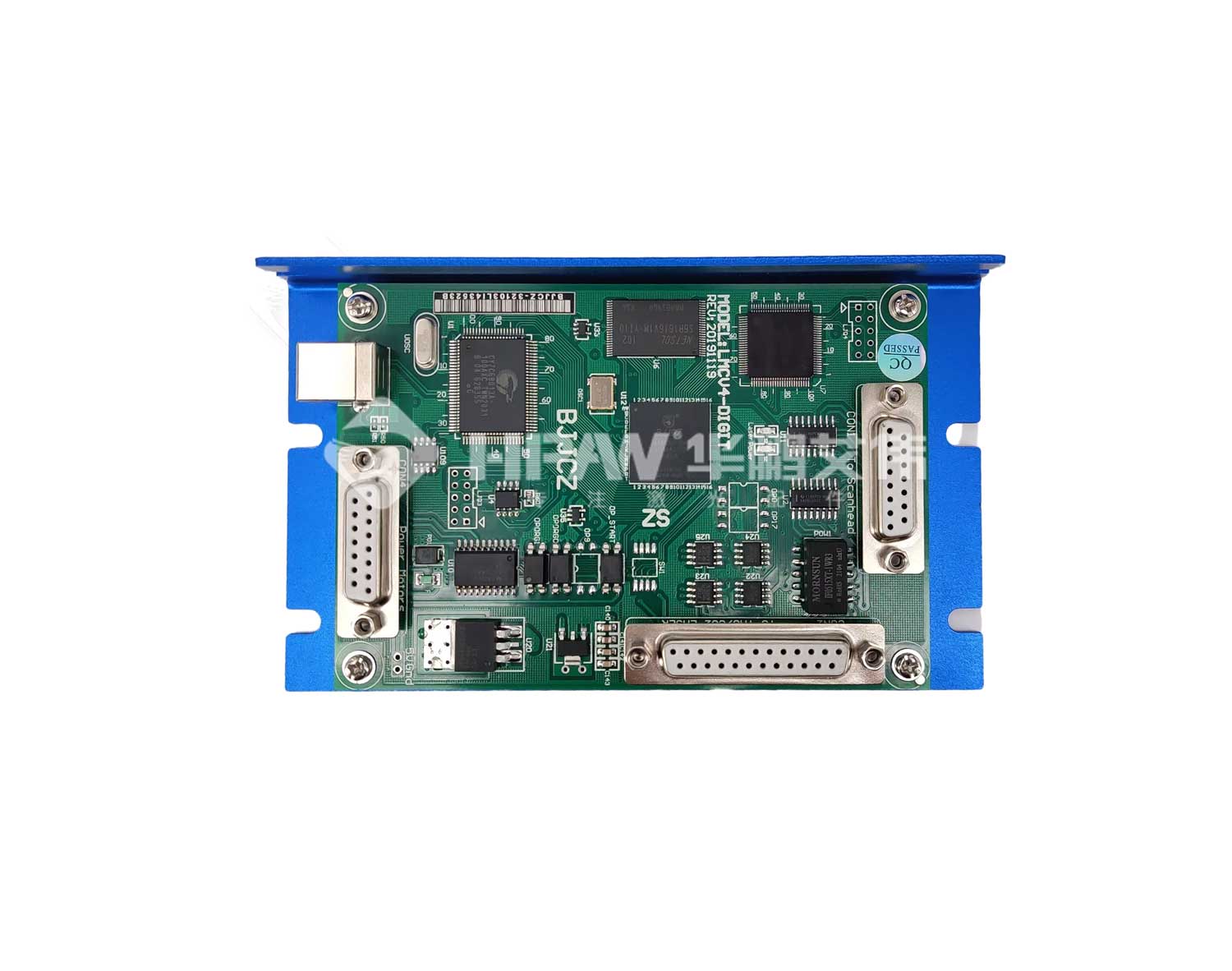
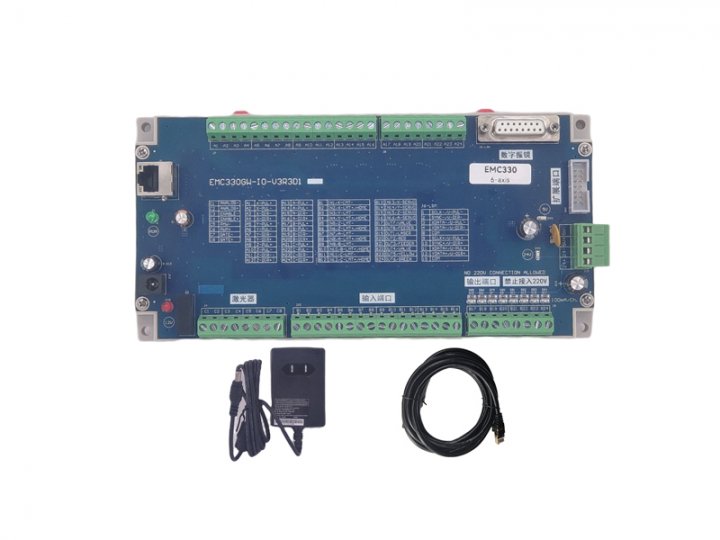
激光控制系統(tǒng)
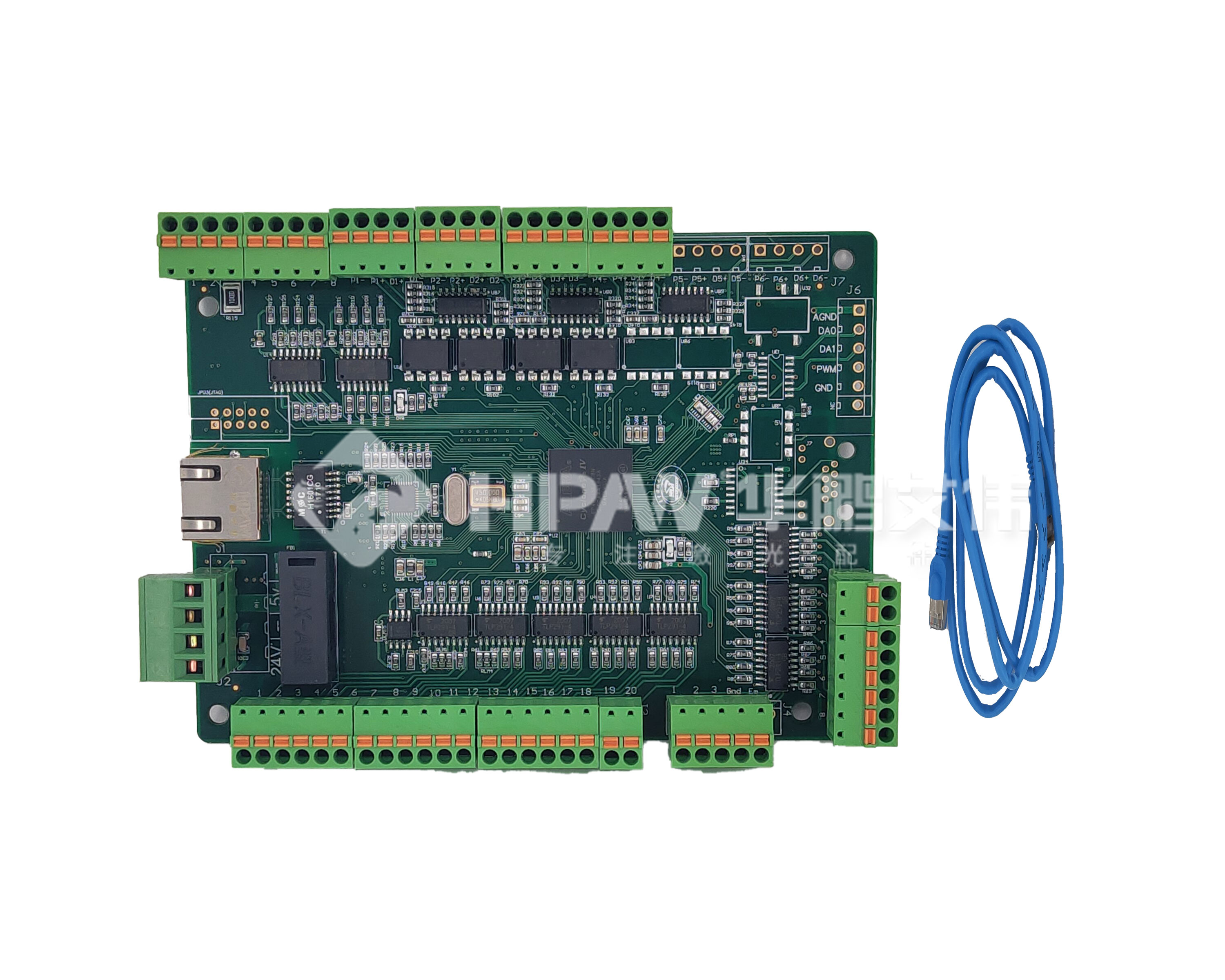
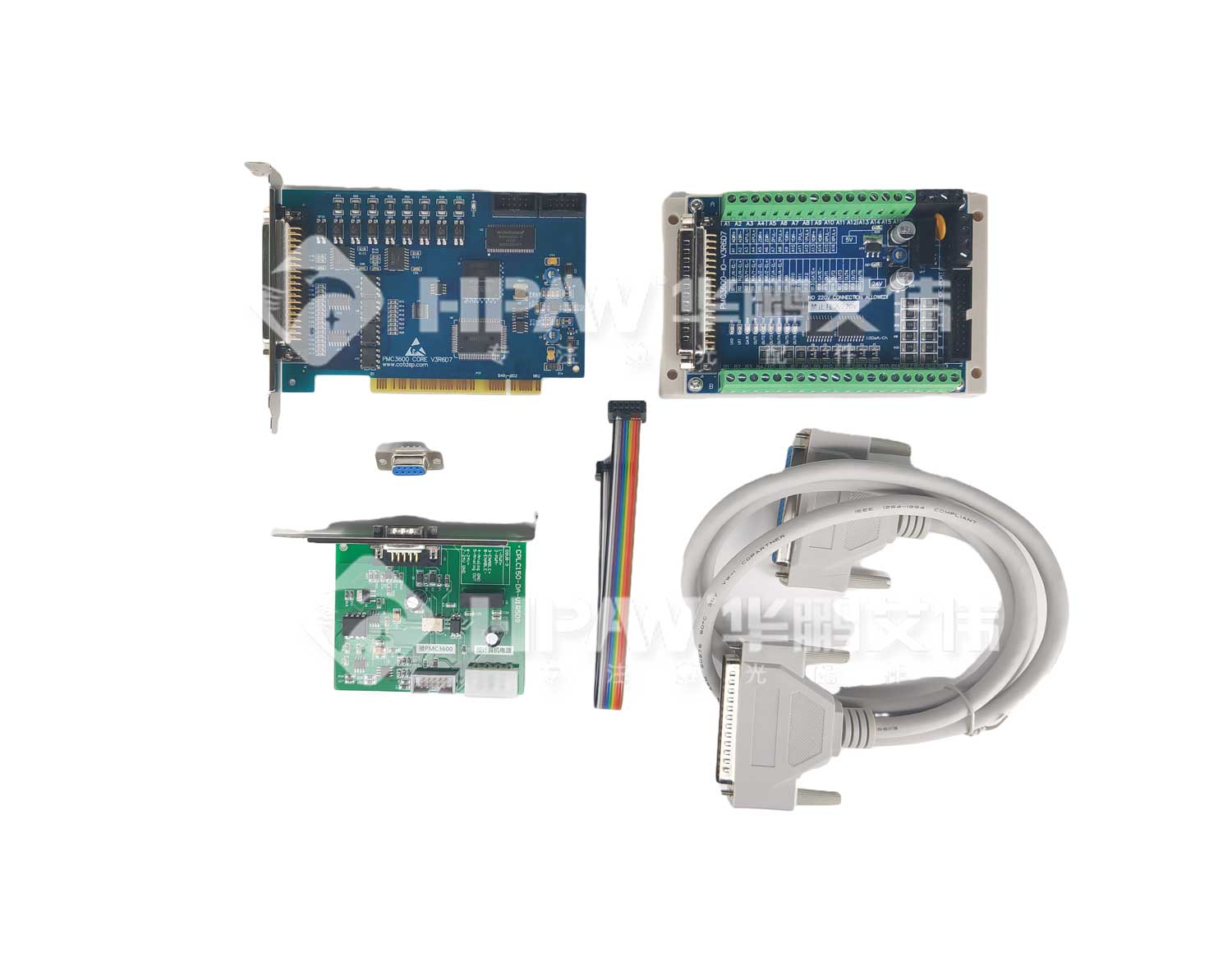
深圳市華鵬艾偉科技CNC2000運(yùn)動(dòng)控制卡數(shù)控系統(tǒng)軟件基于Windows,采用DSP技術(shù)開(kāi)發(fā),硬件采用PCI接口,具有4軸聯(lián)動(dòng)功能。已在多個(gè)廠家生產(chǎn)的焊接機(jī)、切割機(jī)雕刻機(jī)配套應(yīng)用,系統(tǒng)成熟。……
產(chǎn)品詳情
深圳市華鵬艾偉科技CNC2000運(yùn)動(dòng)控制卡數(shù)控系統(tǒng)軟件基于Windows,采用DSP技術(shù)開(kāi)發(fā),硬件采用PCI接口,具有4軸聯(lián)動(dòng)功能。已在多個(gè)廠家生產(chǎn)的焊接機(jī)、切割機(jī)雕刻機(jī)配套應(yīng)用,系統(tǒng)成熟。
與其他數(shù)控系統(tǒng)相比,華鵬艾偉的CNC2000運(yùn)動(dòng)控制卡系統(tǒng)主要有以下優(yōu)點(diǎn):
系統(tǒng)具有自動(dòng)編程功能和加工軌跡自動(dòng)優(yōu)化功能。其他系統(tǒng)都沒(méi)有加工軌跡自動(dòng)優(yōu)化功能。
系統(tǒng)采用DSP技術(shù),可在任意Windows系統(tǒng)下運(yùn)行。有的系統(tǒng)只能在Win98下運(yùn)行。采用電腦控制,操作方便;速度比原PLC控制快、操作、編程方便。通過(guò)X、Y、Z三軸另加一根旋轉(zhuǎn)軸聯(lián)動(dòng),實(shí)現(xiàn)四軸聯(lián)動(dòng)焊接或切割。
價(jià)格便宜:數(shù)控系統(tǒng)與運(yùn)動(dòng)控制一起。
系統(tǒng)主要功能:
聯(lián)動(dòng)軸數(shù):4軸4聯(lián)動(dòng)程序校驗(yàn)功能MDI功能/增量編程(G90、G91)英制、公制、脈沖數(shù)編程(G20、G21、G22)鏡像功能(G24、G25)縮放功能(G50、G51)自動(dòng)、點(diǎn)動(dòng)、步進(jìn)、手搖、回零功能快速定位(G00)、直線插補(bǔ)(G01)圓弧插補(bǔ)(G02、G03)暫停(G04)、螺紋功能(G33)設(shè)置/返回電器原點(diǎn)(G29、G30)反向間隙補(bǔ)償、光斑半徑補(bǔ)償(G40、G41、G42)坐標(biāo)旋轉(zhuǎn)功能(G68、G69)子程序調(diào)用靜態(tài)/動(dòng)態(tài)仿真自動(dòng)加減速控制空載步進(jìn)頻率:200000Hz
AutoCAD圖形文件轉(zhuǎn)換功能(PLT文件、DXF文件)

CNC2000 數(shù)控系統(tǒng)軟件安裝與操作簡(jiǎn)介
1 軟件可在任意Windows系統(tǒng)(WinXp Win2000 Win98 Win'me Win95)下運(yùn)行。
2 安裝硬件:將運(yùn)動(dòng)控制卡垂直插入計(jì)算機(jī)PCI插槽中。啟動(dòng)計(jì)算機(jī)機(jī)后,出現(xiàn)“找到新硬件 PCI_card”對(duì)話框,然后按“下一步”,直到“完成”。
(注:個(gè)別國(guó)產(chǎn)工控機(jī)主板不支持CNC2000PCI卡。所有通用計(jì)算機(jī)和進(jìn)口工控機(jī)全支持。)
3 軟件安裝:可運(yùn)行setup安裝程序。也可直接將bin目錄copy到硬盤上。
(注:copy后,有時(shí)數(shù)據(jù)文件的屬性會(huì)變?yōu)?ldquo;只讀文件”,應(yīng)將只讀屬性去掉。)
4 進(jìn)入軟件:點(diǎn)擊執(zhí)行文件cnc2000.exe (或創(chuàng)建快捷方式)。
5 編程與運(yùn)行:采用國(guó)際標(biāo)準(zhǔn)G代碼編程。在“文件”菜單下點(diǎn)擊“新建”, 開(kāi)始編寫一個(gè)新程序,編完后應(yīng)該保存程序(可按F2鍵保存)。按“運(yùn)行”后,彈出“運(yùn)行對(duì)話框”。按上、下、左、右鍵頭手動(dòng)移動(dòng)工作臺(tái);按“開(kāi)始”自動(dòng)運(yùn)行。
6 激光劃片:選“圖形與轉(zhuǎn)換”菜單下的“劃片編程”,自動(dòng)編劃片程序。
7 自動(dòng)編程:選“圖形與轉(zhuǎn)換”菜單下的“自動(dòng)編程”進(jìn)入圖形編程與dxf文件轉(zhuǎn)換功能。 按工具欄上“打開(kāi).dxf”文件,進(jìn)行CorelDRAW或AutoCAD畫的dxf文件轉(zhuǎn)換。按工具欄上“保存.n”文件,自動(dòng)轉(zhuǎn)換為數(shù)控程序。 保存后自動(dòng)返回到CNC2000。
8 外部接口:輸出為集電極開(kāi)路,將輸出端口對(duì)I/O地接通/斷開(kāi)。極限、零位開(kāi)關(guān)輸入為“低電平有效”(對(duì)24V地)。
9 參數(shù)設(shè)置口令為:2000
高級(jí)應(yīng)用技巧:
1 “刀具半徑補(bǔ)償”:由dxf圖形文件轉(zhuǎn)換后,可采用“按尺寸縮放所有圖形”功能將所有外輪廓擴(kuò)大1個(gè)半徑值,將所有內(nèi)孔縮小1個(gè)半徑值。注:外輪廓用順時(shí)針?lè)较颍瑑?nèi)孔用逆時(shí)針?lè)较颉?/p>
2 “勻速走軌跡”:用G64、G60功能實(shí)現(xiàn)勻速走軌跡。G64表示勻速開(kāi)始,G60表示勻速結(jié)束。注:勻速走軌跡要求相鄰2直線的夾角接近180度,否則要求加圓弧過(guò)渡。
3 回零時(shí)直接回到加工起點(diǎn):在參數(shù)設(shè)置中設(shè)置x、y零位偏置,則回零時(shí),工作臺(tái)先找機(jī)械零點(diǎn),然后直接回到所設(shè)置偏置點(diǎn)。
4 延時(shí)設(shè)置,有些M指令需要一定延時(shí),可在延時(shí)設(shè)置中統(tǒng)一設(shè)置,從而可以簡(jiǎn)化程序,不需再寫“G04 T延時(shí)”代碼。
5 加工順序:如在切割中,需要現(xiàn)切內(nèi)孔、后切外輪廓,由dxf圖形文件轉(zhuǎn)換后,用“恢復(fù)零件”功能將所有“輪廓”恢復(fù)為單個(gè)零件,再用手動(dòng)“重排序”或“自動(dòng)排序”功能改變加工順序。
6 軟件有中文界面和英文界面。在\Sconfig\language.lib文件中設(shè)置:設(shè)置CHINESE為中文界面;設(shè)置 ENGLISH 為英文界面。
以上只是CNC2000運(yùn)動(dòng)控制卡網(wǎng)卡(4軸/6軸)簡(jiǎn)單介紹,如需要更詳細(xì)的CNC2000運(yùn)動(dòng)控制卡網(wǎng)卡(4軸/6軸)資料信息,請(qǐng)聯(lián)系華鵬艾偉對(duì)應(yīng)銷售人員。
相關(guān)推薦

銷售經(jīng)理-陳明忠
電話:18676722792
郵箱:cmz@hpaw.com

銷售經(jīng)理-陳利
電話:18300000897
郵箱:cl@hpaw.com

銷售經(jīng)理-劉玲
電話:13682340901
郵箱:2389855348@qq.com
華鵬艾偉是一家專業(yè)的激光打標(biāo)機(jī)配件、激光焊接機(jī)配件、激光切割機(jī)配件等激光全套配件綜合解決方案品牌供應(yīng)商和批發(fā)商!
地址:深圳市龍崗區(qū)南聯(lián)向銀路71號(hào)匯川科技園華鵬艾偉大廈A棟 TEL:0755-28990558
服務(wù)熱線